
Kit CNC TB6600+Nema23+ controlleur de mvt MACH3
kit CNC permet de contrôler le mouvement de la machine en utilisant un logiciel de commande numérique par ordinateur tel que Mach3. Il est utilisé dans diverses applications telles que la découpe, le perçage et le fraisage de matériaux tels que le bois, le métal et le plastique.
Composants du Kit CNC:
- Moteur pas à pas Nema23
- Moteur pas à pas TB6600
- Contrôleur de mouvement CNC Mach3 USB
- Alimentation à découpage DC 400W 24V 17A
Moteur pas à pas Nema23:
Le moteur pas à pas Nema23 est un moteur hybride qui est capable de fournir un positionnement de haute qualité pour les machines CNC. Il a une résolution de 1,8 degré, une tension de 4,8 V, une force de maintien de 180N.cm et une inductance de 3,5mH+/-20%(1KHz). Le moteur pas à pas Nema23 peut être utilisé avec un TB6600.
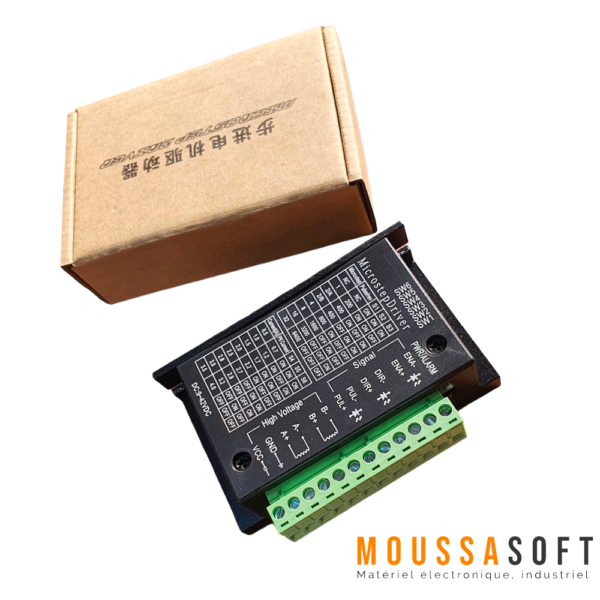
Moteur pas à pas TB6600:
Le pilote TB6600 fournit un contrôle précis sur le moteur pas à pas Nema23. Le pilote TB6600 est équipé d’une puce de commande de moteur pas à pas de marque d’origine, d’un contrôle de courant à 8 vitesses et de 7 types de subdivisions réglables.
Il dispose également d’une interface de couplage optique haute vitesse pour la transmission de signaux, d’une protection contre la surchauffe et la surintensité et d’une protection contre les inversions de polarité.
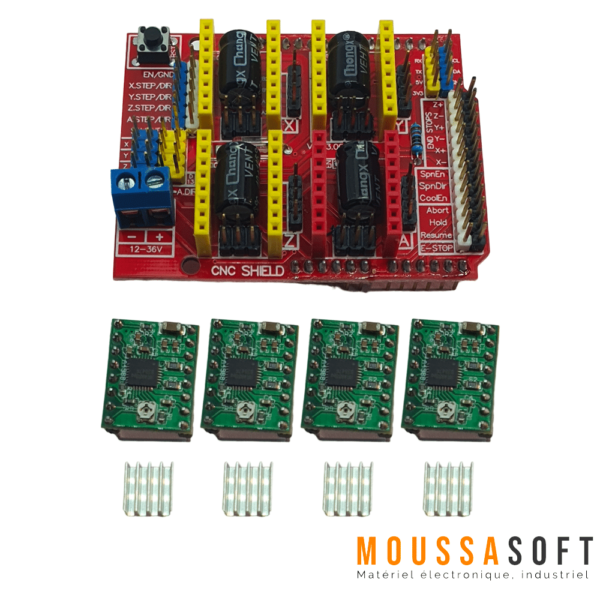
Contrôleur de mouvement CNC Mach3 USB:
Le contrôleur de mouvement CNC Mach3 USB prend en charge jusqu’à 4 axes de liaison. Le contrôleur de mouvement CNC Mach3 USB dispose d’un port de sortie 0-10V, ce qui permet de contrôler la vitesse du moteur de la broche. Il dispose également d’une entrée d’urgence, d’une entrée de limite et d’une entrée de sonde.
Alimentation à découpage DC 400W 24V 17A:
Alimentation à découpage DC donne une puissance stable pour les composants du kit CNC. L’alimentation à découpage DC 400W 24V 17A est équipée d’une protection contre les courts-circuits, la surcharge, la surtension et la surchauffe. Elle est capable de fonctionner dans des conditions de température extrêmes et dispose d’une haute efficacité énergétique.
Comment connecter TB6600 à la carte de contrôle de mouvement CNC MACH3
| Connexion du moteur pas à pas | Connexion du pilote vers la carte de contrôle CNC |
|---|---|
| Fil rouge (A+) | Borne A+ |
| Fil noir (A-) | Borne A- |
| Fil jaune (B+) | Borne B+ |
| Fil vert (B-) | Borne B- |
| Fil PUL+ | Broche XP+ |
| Fil PUL- | Broche XP- |
| Fil DIR+ | Broche XD+ |
| Fil DIR- | Broche XD- |
| Fil EN+ | Broche XEN+ |
| Fil EN- | Broche XEN- |
Note: Lors de la connexion du pilote TB6600 ou du moteur pas à pas à la carte de contrôle de mouvement CNC, il est important de suivre les bonnes étapes pour éviter tout dommage ou mauvais fonctionnement des composants.






Avis
Effacer tous les filtresIl n’y a pas encore d’avis.